

مهردادیان و بهرامی
نهمین همایش بینالمللی توسعه فناوری در نفت، گاز، پتروشیمی و پالایشگاه
چکیده
وینیلکلراید مونومر (VCM) به عنوان ماده اولیه اصلی در تولید پلیوینیلکلراید (PVC)، یکی از پرکاربردترین پلیمرهای جهان، نقش حیاتی در صنایع پزشکی، ساختمانی و… ایفا میکند. با رشد تقاضای جهانی PVC، بهینهسازی فرایند تولید VCM از نظر فنی، اقتصادی و زیستمحیطی به موضوعی کلیدی تبدیل شده است.
در این مقاله طراحی و ارزیابی اقتصادی فرایند تولید وینیلکلراید بهروش داگلاس با انتخاب شرایط عملیاتی مناسب و تعیین واکنشهای تاثیرگذار، اطلاعات اولیه فرایند، ساختار جریانهای ورودی و خروجی و قیمت تقریبی تجهیزات، مورد ارزیابی قرارگرفتهاست. نتایج این مقاله نشان میدهد که تولید این محصول از پتانسیل اقتصادی مناسبی برخوردار است.
کلمات کليدي: طراحی مفهومی-ارزیابی اقتصادی-وینیلکلراید-روش داگلاس
- مقدمه
وینیلکلراید یک ارگانوکلراید (ترکیبات آلی کلر) است که به آن VCM یا کلرواتن نیز گفته میشود. گازی با بوی شیرین، بسیار سمی، قابل اشتعال و سرطانزا است [1]. این ترکیب بیرنگ، یک ماده شیمیایی مهم صنعتی است که عمدتاً برای تولید پلیوینیلکلریدپلیمر (PVC) استفاده میشود [2]. بر اساس آمار انجمن بین المللی PVC، تولید جهانی این ماده در پایان سال 2022 به 48 میلیون تن رسیده است که نشان دهنده رشد سالانه 3.5 درصدی نسبت به پنج سال قبل میباشد[3]. این رشد عمدتاً ناشی از تقاضای فزاینده در «صنعت ساختمان (10% مصرف): تولید لولههای فاضلاب، پروفیل درب و پنجره»؛ «کاربردهای پزشکی (15%): ساخت کیسههای خون، لولههای انتقال دارو» و «بستهبندی (10%): فیلمهای بستهبندی مواد غذایی» میباشد.
اولین بار در سال 1835 از واکنش 1و2-دی کلرواتان با محلول پتاسیمهیدروکسید در اتانول تولید شد. در سال 1912 شیمیدانی آلمانی از واکنش استیلن با هیدروژن کلرید با استفاده از کاتالیزور کلریدجیوه، وینیلکلراید را سنتز کرد. همچنین این ترکیب میتواند بهعنوان محصول جانبی در سنتز کلروفلوئوروکربنها بهدست آید. امروزه حدود 85 درصد وینیلکلراید توسط واکنـشهای کلر با اتیلن و هوا تولید میشود. این ماده به عنوان خوراک راکتورهای پلیمریزاسیون استفاده میشود که در نهایت به پلیمر پلیوینیلکلراید تبدیل میشود[4].
طراحی فرایند داگلاس یک روش سیستماتیک و سلسلهمراتبی برای طراحی فرایندهای شیمیایی است که توسط جفری داگلاس در کتاب “طراحی مفهومی فرایندهای شیمیایی” ارایه شده است[5]. این روش به مهندسان شیمی کمک میکند تا با درنظرگرفتن ابعاد فنی، اقتصادی و محیطزیستی، بهترین ساختار فرایند را برای طراحی واحدهای پتروشیمی، پالایشگاهها، صنایع دارویی و… انتخاب کنند. از مزایای این روش میتوان به «سیستماتیک بودن: کاهش احتمال خطا در طراحی با پیروی از مراحل ساختاریافته»؛ «انعطافپذیری: امکان بررسی چندین گزینه طراحی قبل از اجرا» و «توجه به مسائل اقتصادی: ادغام تحلیل هزینه در مراحل اولیه طراحی» اشاره نمود.
- 2. مراحل طراحی مفهومی فرایند
2.1. مرحله صفر طراحی (ورود اطلاعات اولیه)
هدف تولید: وینیلکلراید (VC)
ماده اولیه: اتیلن دی کلراید (EDC)
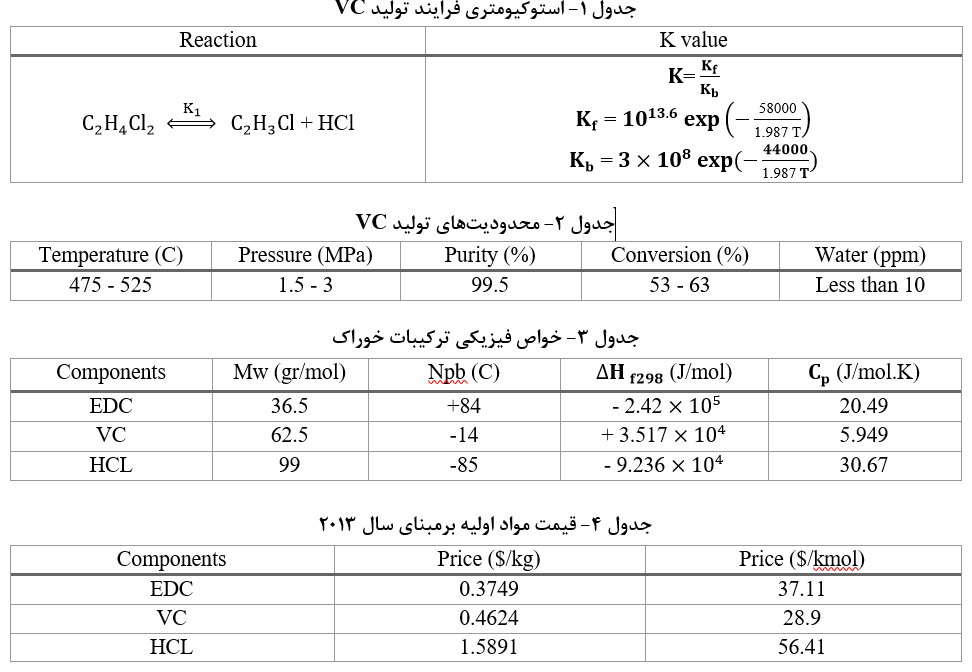
واکنش فرایند: کلریناسیون مستقیم تولید VC از EDC بوسیله کراکینگ حرارتی ، هنگامی رخ میدهد که EDC تا دمای ℃475-525 و فشار 3.0MPa حرارت داده شود. درنتیجه تحت این اثر، مولکولهای آن به VC و HCl شکسته میشود. این واکنش بسیار گرماگیر بوده و در یک کوره فرایندی انجام میپذیرد.
2.2. مرحله اول طراحی (پیوسته/ناپیوسته)
طبق تعریف اگر نرخ تولید سالانه واحد صنعتی بیش از باشد، فرایند تولید پیوسته و اگر بیش از باشد، فرایند تولید ناپیوسته درنظرگرفته میشود. لذا باتوجه به تولید VC به مقدار که معادل ، فرایند پیوسته لحاظ میشود.
2.3. مرحله دوم طراحی (ساختار جریان ورودی و خروجی)
لازم است برای تصمیمگیری در این مرحله به سوالات زیر پاسخ داده شود:
- آیا لازم است خوراک ورودی به فرایند خالصسازی شود؟
خوراک (EDC) دارای خلوص 99.5% است، بنابراین نیازی به خالصسازی نمیباشد.
- آیا نیازی به خارجکردن یا بازگرداندن محصول جانبی برگشتپذیر وجود دارد؟
در این فرایند محصولات جانبی برگشتپذیر وجود ندارد.
- آیا باید از جریان Purge–Recycle استفاده کرد؟
در این فرایند هیچگونه محصول سبک باارزشی وجود ندارد.
- آیا واکنشگر بازیابی میشود؟
باتوجه به قیمت بالای خوراک، مقدار واکنشنکرده میبایست به فرایند بازگردد.
- این فرایند چه تعدادی جریان خروجی دارد؟
برای پاسخگویی به این سوال، ابتدا باید همه مواد حاضر در فرایند بهترتیب نقطه جوش در یک جدول مرتب شوند (جدول-5). سپس مقصد هر یک از اجزا را تعیین کرده، اجزایی که مقصد یکسان و نقطه جوش نزدیک بههم دارند در یک گروه قرار داده میشوند.
ضمناً تعداد گروهها بدون درنظر گرفتن جریانهای برگشتی و خروجی از فرایند میباشند.
بنابراین مطابق جدول زیر، دو جریان محصول وجود دارد یکی محصول اصلی (VC) و دیگری (HCl).
جدول 5- جریانات موجود در فرایند تولید VC
|
Destinations Code |
Classification |
Nbp (C) |
Mw (gr/mol) |
Components |
|
Valuable By-Product |
Light Product |
-252 |
2 |
|
|
By-Product |
-85 |
36.5 |
||
|
By-Product |
-84 |
26 |
||
|
By-Product |
-34 |
70.9 |
||
|
Product |
Primary Product |
-14 |
62.5 |
|
|
Recycle |
Reactant |
84 |
99 |
اکنون میتوان ساختار ورودی و خروجی فرایند را بهصورت زیر رسم نمود:
شکل 1- ساختار ورودی و خروجی فرایند تولید VC
براساس نرخ تولید VC بهمقدار 163000 ton/yr میتوان سایر شدت جریانات را محاسبه نمود.
باتوجه به اینکه تمامی EDC یا در واکنش اول (مطلـوب) یا در واکنش دوم (نامطلـوب) مصرف میشـود؛ پس میتوان شدت جریان محصول جانبی با ارزش را محاسبه کرد:
حال با محاسبه هر سه جریان، میتوان مقدار پتانسیل اقتصادی ( ) را تخمین زد.
2.4. مرحله سوم طراحی (ساختار جریان برگشتی)
لازم است برای تصمیمگیری در این مرحله به سوالات زیر پاسخ داده شود:
- چند سیستم راکتور نیاز است؟
باتوجه به اینکه تنها یک واکنش وجود دارد پس فقط یک سیستم راکتور از نوع کوره فرایندی پیرولیز کافی است.
- چند جریان برگشتی داریم؟
تنها یک جریان برگشتی مورد نیاز است.
- آیا واکنشگری را اضافه وارد میکنیم؟
واکنشگر اضافی وارد سیستم نمیشود.
- آیا کمپرسور گازی نیاز است؟
میتوان EDC باقیمانده از واکنش را در خروجی کوره فرایندی، کندانس نمود و از طریق یک پمپ بازگرداندهشود.
- آیا راکتور میتواند بهصورت آدیاباتیک عمل کند؟
باتوجه به اینکه واکنش از نوع پیرولیز است، کاتالیست مورد استفاده قرار نمیگیرد و چون انجام واکنش به دمای بالا نیاز دارد یک منبع حرارتی دارای احتراق بایستی تعبیه شود.
- آیا نیاز به جابهجایی میزان تبدیل تعادلی میباشد؟
به دلیل بالابودن میزان تبدیل تعادلی در این دما، نیازی به این جابهجایی نیست.
اکنون میتوان ساختار جریان برگشتی فرایند (شکل-2) و موازنه (شکل-3) را بهصورت زیر رسم نمود:
شکل 2- ساختار جریان برگشتی فرایند تولید VC
شکل 3- موازنه فرایند تولید VC
و موازنه حول نقطه اختلاط ورودی (نقطه مشخصشده با علامت ) را ترسیم و محاسبه نمود:
شکل 4- موازنه حول نقطه اختلاط ورودی به راکتور
+ =
= ×
در ادامه تغییرات دمای آدیاباتیک و محاسبات آن براساس جدول(6) مورد بررسی قرار میگیرد.
جدول 6- تغییر دمای آدیاباتیک
|
(J/mol) |
(J/mol. K) |
(J/mol) |
Components |
|
-1.2 |
20.49 |
-2.42 |
EDC |
|
+3.799 |
5.949 |
+3.517 |
VC |
|
-7.779 |
30.67 |
-9.236 |
HCL |
حداکثر دمای مجاز برای پیشگیری از پلیمریزاسیون VC، 798 K است، طبق دمای محاسبهشده فوق، افزایش دما در محدوده مجاز اعلامشده نمیباشد لذا وجود یک کوره فرایندی نیاز خواهد بود. باتوجه به الزامشدن وجود راکتور از نوع کوره فرایندی پیرولیز (که علت استفاده آن کاهش هزینهها میباشد)، نیاز است هزینه نصب آن محاسبه شود. دادههای مربوط به Cost Models از صفحه 570 کتاب داگلاس (شکل-5) استخراج شدهاند.
شکل 5- Cost Models مربوط به راکتور از نوع کوره فرایندی پیرولیز [5]
هزینه نصب راکتور از نوع کوره پیرولیز:
هزینه ثابت بهصورت هزینه سالانه محاسبه میشود:
حال با بهرهگیری از ، مجدد پتانسیل اقتصادی محاسبه میگردد:
2.5. مرحله چهارم طراحی (طراحی بخش جداسازی)
لازم است برای تصمیمگیری در این مرحله به سوالات زیر پاسخ داده شود:
- اگر احتمال آلودگی محصول توسط مواد سبک وجود دارد، چگونه میتوان این مواد را جدا کرد؟
HCl بخاطر فشار بخار بالا و خاصیت خورندگیاش بهتر است در برج اول جدا شود، بنابراین جداکردن مواد سبک آلودهکننده و خورنده در برج اول بهترین راهکار است.
- مواد سبک را به کجا باید فرستاد؟
مواد سبک پس از خروج از برج اول با یک عملیات سردسازی برای کندانسشدن احتیاج دارد، پس باید ابتدا به واحد Coolant و سپس به محل تجمع منتقل میشود. سایر مواد سبک موجود در خوراک نیز در این مرحله همراه HCl خارج شوند.
- آیا موادی را که با یکی از واکنشگرها تشکیل همجوش میدهند، چگونه میتوان این مواد را جداکرد؟
در این فرایند واکنشگرها تشکیل همجوش نمیدهند.
- چه نوع جداسازیهایی می توان توسط تقطیر انجام داد؟
در برج اول جداسازی HCl و اندکی مواد سبک و در برج دوم جداسازی VC از EDC تفکیک میشوند.
- چه نوع توالی برای برجهای تقطیر مناسب است؟
چون 3 ماده باید از هم جداشوند پس طبق جدول صفحه 176 کتاب داگلاس، 2 برج مورد نیاز است.
- اگر تقطیر امکانپذیر نیست، چگونه میتوان جداسازیها را انجام داد؟
انجام جداسازی با تقطیر امکانپذیر است.
در شکل (6) Flow diagram مربوط به چیدمان برجهای تقطیر مشخص شده است. در ادامه توضیحات و روش انجام محاسبات مربوط به هزینه برجهای تقطیر ارایه خواهد شد. متداولترین روش مورد استفاده برای طراحی ستون تقطیر روش محاسباتی FUG است که در واقع تعمیمیافته روشهای محاسباتی دوجزئی است که دقت قابل ملاحظه این روش، عدم نیاز به رسم شکل و لحاظ نمودن طیف وسیعی از سازندگان مزیت عمده آن است.
شکل 6- دیاگرام جریان مربوط به برجهای تقطیر
2.5.1. گام اول: تعیین دو سازنده بعنوان سازنده کلیدی سبک و سنگین
ابتدا باید تمام سازندگان خوراک را به ترتیب فراریتهای نسبی مشخص نمود (جدول-5). سازندگان زودفرار به سبک و سازندگان دیرفرار به سنگین موسوماند. اغلب یک سازنده که به نام سازنده کلیدی سبک خوانده میشود در محصول پایین ستون بهمیزان غیرقابلاغماضی وجود دارد (این مقدار تا اندازهای است که در محاسبات صفر منظور نشود) بااینحال سازندگان سبکتر از این سازنده در محصول پایین ستون وجود ندارند.
به همین ترتیب معمولا یک سازنده که سازنده کلیدی سنگین خوانده میشود، در محصول بالای ستون به میزان قابل توجهی وجود دارد، درحالیکه سازندگان سنگینتر از این سازنده در محصول بالای ستون مقدارشان بسیار ناچیز و در حد صفر است. فراریت نسبی سازندگان بهصورت زیر محاسبه می شود:
یعنی فراریت نسبی برحسب سازنده کلیدی سنگین سنجیده میشود. بهعلت استفاده مکرر فراریتهای نسبی سازندگان در تعیین نسبت جریان برگشتی، تعداد سینیهای ستون تقطیر و تعیین درست سازندگان کلیدی سبک و سنگین از اهمیت ویژهای برخوردار است. البته تعیین سازندگان کلیدی در قسمتهای بعدی مورد آزمون قرار میگیرد و در صورت نادرست بودن اینکار باید با گزینههای دیگر امتحان شود. معمولا سازندگان کلیدی، سازندگانی هستند که هدف مساله یا هدف طراحی برمبنای بازیافت آنها در بالا و پایین ستون مشخص می شود. این مرحله میتواند در شناخت سازندگان کلیدی کمک کند.
2.5.2. گام دوم: محاسبات تقطیر ناگهانی[1]
محاسبات تقطیر ناگهانی خوراک که به تقطیر تعادلی مرسوم است مختصراً بهصورت زیر میباشد:
(LF، GF) جریانهای مولی بخار و مایع میباشند و ( ، و ) به ترتیب اجزای مولی خوراک، خروجی مایع و خروجی بخار است.
محاسبات باحدس نسبت LF/GF آغاز میشود، در ادامه بدست آوردن K-Value برای تمام سازندگان در دمای خوراک و دستیابی به مقادیر از موازنه مواد:
نهایتاً صدقیت رابطه زیر بررسی میشود:
در صورت نادرستی رابطه بالا برگشت به مرحله اول و در صورت درستی رابطه بالا ادامه محاسبات انجام خواهد شد. در مرحله پایانی بدست آوردن LG پارامتر q که در محاسبات بعدی استفاده میشود بهصورت (q=LF/F) محاسبه میشود.
2.5.3. گام سوم: استفاده از روابط Underwood برای تعیین حداقل جریان برگشتی Rmin
رابطه زیر (موسوم به Shiras) در حداقل جریان برگشتی برقرار است و در واقع صحت انتخاب سازندگان کلیدی را بررسی میکند.
اگر کسر سمت چپ معادله برای سازنده خاصی بزرگتر از 1.01یا کوچکتر از -0.01 شود، سازنده مورد نظر بین محصولات توزیع نمیشود و اگر کسر سمت چپ معادله بین 0.01 تا 0.99 باشد، سازنده مورد نظر بدون تردید بین محصولات توزیع میشود. بدینترتیب میتوان از صحت انتخاب سازندگان کلیدی آگاه شد. در صورت انتخاب اشتباه سازندگان کلیدی باید به ابتدای مسیر یعنی انتخاب سازندگان کلیدی برگشت و گزینههای دیگری را انتخاب نمود. تنها مرحله تکراری حل مسأله در روش میانبر همین مرحله است و از این مرحله به بعد اگر سازندگان کلیدی درست انتخاب شده باشند دیگر مرحله تکراری در حل مسأله وجود ندارد. در ادامه روابط دیگری که در حداقل جریان برگشتی برقرار هستند را در مسأله بهکاربرده و بقیه مجهولات محاسبه میشود.
روش های متعددی برای تخمین Rmin وجود دارد که اغلب آنها طولانی بوده و از دقت زیادی نیز برخوردار نیستند. نظر به اینکه تنها هدف از تعیین Rmin، تخمین ترکیب مولی محصولات در حداقل جریان برگشتی و اطمینان از مناسب بودن جریان برگشتی واقعی است، مقدار دقیق Rminمورد نیاز نمی باشد. در انتخاب R واقعی باید توجه داشت که این مقدار باید از Rmin بیشتر باشد.
روش Underwood کاملاً دقیق نیست با این حال نتایج قابل قبولی بدون مراحل تکراری با استفاده از این روش بدست میآید. معادلات آن بهصورت زیر است:
D مقدار مولی محصول مقطر و xj,D جزء مولی سازنده j در محصول مقطر است. تمام مقادیر در دمای متوسط عملیاتی بدست می آیند. q نسبت مایع به خوراک است که در قسمت قبل روش محاسبه آن ذکر شده است. مقادیر ارقامی هستند که بین فراریتهای نسبی سازندگان توزیع شده قرار میگیرند. بنابراین تعداد ارقام مورد نیاز یکی بیش از تعداد سازندگان موجودِ بین دوسازنده کلیدی است.
ارقام مذکور بین و واقع میباشند. محاسبات Underwood بهصورت زیر است:
- به ازای دمای متوسط عملیاتی تمام ها برای سازندگان بدست می آیند.
- رابطه اول Underwood برای تمام سازندگان و به ازای مجهول نوشته می شود. تعداد ارقام همانطوری که گفتهشد یکی بیشتر از تعداد سازندگان توزیع شده است، لذا معادله اول را برای این تعداد باید حل کرد.
- با استفاده از های بدست آمده و رابطه دوم Underwood مقادير مجهول در یک دستگاه n معادله و n مجهول دستهبندی شده و حل میشوند، پس ترکیب نسبی محصولات در بالای ستون برای تمام سازندگان بدست میآید. همچنین Rmin نیز محاسبه می شود.
- با استفاده از رابطه تركيب نسبی محصولات در محصول پایین ستون x برای تمام سازندگان بدست می آید.
2.5.4. گام چهارم: استفاده از روابط Fenske در جریانبرگشتی کامل
ترکیبینسبی محصول با نسبت جریانبرگشتی تغییر می کند و محاسبات در جریانبرگشتی کامل سبب کمک به تعیین ترکیبنسبینهایی میشود. کاربرد معادله فنسکی محدود به مخلوطهای دو جزئی نیست بلکه میتوان آن را برای تقطیر چندجزئی نیز بکار برد. هیچ محدودیتی در انتخاب دو سازنده وجود ندارد. با انتخاب سازنده کلیدی بجای سازنده i و سازنده سنگین بجای سازنده j رابطه فنسکی بهصورت زیر درمیآید:
مقدار متوسط عبارت از میانگین هندسی فراریت های نسبی در دمای نقطه شبنم محصول مقطر و دمای نقطه حباب محصول پسماند است و تخمین آن مستلزم حدس و خطای مختصری میباشد. مقادیر xi و xj در N+1، همان جزءمولی سازندگان کلیدی سبک و سنگین در کندانسور میباشد. در محاسبه Nmin همانطوری که از مدل ارایهشده مشخص است، ریبویلر منظور نشدهاست و Nmin حداقل تعداد مراحل بدون محاسبه کندانسور و ریبویلر میباشد. پس از محاسبهNmin ، ترکیبنسبی محصولات را برحسب حداقل تعداد مراحل برای تمام سازندگان با استفاده از رابطه Fenske میتوان محاسبهکرد.
2.5.5. گام پنجم: استفاده از تصحیح Gilliland برای تخمین Rreal و Nreal
پسازاینکه Nmin و Rmin بدست آمد، جهت تخمین تعداد سینیهای واقعی در یک جریان برگشتی مشخص میتوان از روشهای متعددی استفاده کرد. تعیین Rreal، معمولاً به گونهای است که اقتصاد مسأله در بهترین شرایط باشد. هرچه جریانبرگشتی زیاد شود خلوص محصول مقطر بیشتر خواهد شد و این در اقتصاد مسأله بسیار تأثیرگذار است اما از یک نقطه مشخص با زیادشدن جریانبرگشتی هیدرولیک مسأله بیشتر تحت تأثیر قرار میگیرد که نیاز به مراحل تعادلی بیشتر و قطر بیشتر برای ستون، ارتفاع بیشتر برای ستون پمپ، کمپرسورهای قویتر و… باعث میشود که هزینه بر اقتصاد مسأله تأثیر بیشتری بگذارد. بنابراین نسبت جریانبرگشتی به ستون باید بهگونهای تخمین زدهشود که خلوص محصول تا حد قابلقبول بالا باشد و همچنین هزینه تولید این محصول تا حد قابلقبول پایین باشد.
روشهای متعدد و تحقیقات وسیعی در این زمینه وجود دارد؛ اولاً نمودار گیلیلند-مولکانوف که رابطه بین جریانبرگشتی و تعداد سینیها را بیان میکند. طبق این تحقیقات برای یک عملیات بهخصوص تقطیر، بهترین مقدار برای تعیین Rreal با معیار ساده زیر انجام میشود. اما در اکثر موارد 1.3 را برای نسبت بهینه R درنظر میگیرند.
- برای تعداد مراحل زیــــاد: 1≈ (R/Rmin)opt
- برای تعداد مراحل متوسط: 3≈ (R/Rmin)opt
- برای تعداد مراحل کــــم: 5≈ (R/Rmin)opt
ثانیاً رابطه گیلیلند که برای تعیین تعداد واقعی سینیها استفاده میشود:
در ادامه و باتوجه به روابط گفتهشده مقادیر مربوط به برجها مشخص شدهاند.
محاسبات مربوط به برج A:
محاسبات مربوط به برج B (مطابق روش حل فوق):
جهت انجام محاسبات مربوط به هزینه نصب برجها، دادههای مربوط به Cost Models از صفحات 574 و 575 کتاب داگلاس استخراج شدهاند (شکل-7). با جایگذاری مقادیر بدست آمده از شکل مذکور در روابط مربوط به Vessel و Internal، هزینه نصب هر یک از برجها مشخص میشود:
Pressure Vessel for Tower A = 252010.31 $
Tower Internal for Tower A = 21527.28 $
Pressure Vessel for Tower B = 258617.82 $
Tower Internal for Tower B = 22339.63 $
هزینه ثابت برجها از جمع مقادیر فوق بدست میآید و سپس بهصورت هزینه سالانه محاسبه میشود:
حال با بهرهگیری از ، باردیگر پتانسیل اقتصادی محاسبه میگردد:
پس از اعمال هزینههای Utility (جدول-7)، درخاتمه پتانسیل اقتصادی نهایی طرح بدست میآید:
شکل 7- Cost Models مربوط به Vessel و Internal برج تقطیر[5]
جدول 7- هزینههای Utility مربوط به سال 2013
|
Cost ($/yr) |
Utility |
|
76830 |
Cooling Water (298-319 K) |
|
724895 |
Steam (300 psig) |
|
2506533 |
Fuel Oil |
|
410760 |
Refrigerant |
|
3719018 |
Total |
- نتيجهگيری
در این مقاله به طراحی مرحلهبهمرحله، فرایند تولید VC پرداخته شد و این نتیجه حاصل شد که تولید VC با ظرفیت از پتانسیل اقتصادی مناسبی بالغ بر برخوردار است.
[1] Flash



دیدگاه خود را بنویسید